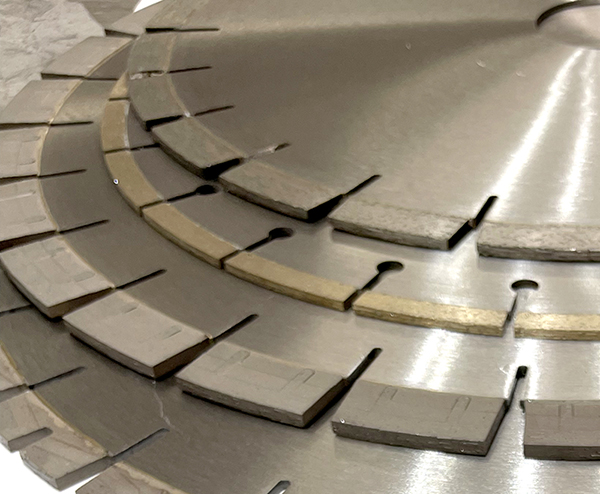
다이아몬드 톱날, 브리지 알루미늄, 아크릴 및 석재 절단에 일반적으로 사용되는 다중 블레이드 도구입니다.금속 절단의 전체 역사에서 다이아몬드 톱날의 출현은 경합금 톱날과 탄소강 톱날의 많은 단점을 효과적으로 보완했습니다.
뛰어난 절단 성능은 다이아몬드 톱날의 고유한 장점이며, 더 단단하고 내열성이 뛰어난 다이아몬드 톱니를 사용하므로 다이아몬드 톱날의 수명도 매우 깁니다.
일반 경질 합금 톱날에 비해 다이아몬드 톱날의 수명은 종종 몇 개월 더 깁니다.물론, 다이아몬드 톱날의 수명에 영향을 미치는 많은 요소가 있습니다.
톱날 자체의 품질 외에도 실제 생산 공정에서 다이아몬드 톱날의 사용, 작업자의 작업 표준화 여부, 피드의 깊이 및 선형 속도가 서비스 수명에 영향을 미칩니다. 다이아몬드 톱날.
현재 일반적으로 사용되는 제조 방법은 4가지가 있습니다.다이아몬드 톱날냉간압착소결법, 열간압착용접법, 압연법, 치매입법 등이 있다.

방법 1: 냉간압착 소결법
냉간압착소결 방식으로 제조된 다이아몬드 톱날의 직경은 제조 기술의 한계로 인해 일반적으로 400mm 이하입니다.
한편, 냉간 압착 소결 방법은 특히 일부 습식 톱날의 경우 생산 비용이 낮다는 장점이 있습니다.제조 공정에서는 일반적으로 냉간 압착 용접 방법이 사용됩니다.
그만큼다이아몬드 톱날이 제조 공정을 사용하면 화강암, 혼합 경질 토양, 아스팔트 등과 같은 어려운 프로파일을 절단할 때 안정적인 작업이 보장되는 경우가 많습니다.
방법 2: 열간 프레스 용접 방법
다이아몬드 톱날을 생산하는 기업의 경우 안정적인 생산을 보장하기 위해 현재 열간 프레스 용접 방법을 선택하는 경우가 많습니다.
이 다이아몬드 톱날 제조 방법은 현재 가장 널리 사용되는 방법입니다.한편, 이 제조방법은 냉간 압착 용접법에 비해 더 큰 직경의 다이아몬드 톱날을 생산할 수 있다.
직경 범위는 일반적으로 350mm에서 2200mm 사이이며, 돌을 절단하는 데 사용되는 것과 같은 일부 거대한 다이아몬드 톱날은 제조 공정에서 이 공정을 사용합니다.기본적인 제조 절차에는 혼합, 열간 프레싱 소결, 아크 연삭, 용접 및 절단이 포함됩니다.
방법 3: 롤링 방법
다이아몬드 톱날압연방식으로 제조된 다이아몬드 톱날은 제조원가가 상대적으로 저렴하며, 이 제조공정으로 생산된 다이아몬드 톱날은 일반적으로 시계, 보석, 베어링 등의 소재를 톱질하는 데 사용됩니다.
이 방법을 사용하여 제조된 다이아몬드 톱날은 일반적으로 판금으로 만들어지며 직경은 80~120mm, 두께는 0.2~0.4mm입니다.
방법 4: 기어 삽입 방법
이름에서 알 수 있듯이 인레이 방법은 톱날 기판의 톱니 시트에 다이아몬드 톱니를 매립하는 것입니다.이 제조 공정으로 생산된 다이아몬드 톱날은 더 얇으며 톱니가 외부 원에 불연속적으로 나타나고 휠 림에 단단히 박혀 있습니다.절단면이 날카로우며 칩 제거가 쉽습니다.
동시에 톱날에 이 제조 공정을 사용하면 절단 효율이 높고 재료 손실이 적으며 더 얇은 재료를 절단할 수 있다는 장점이 있습니다.이는 석재 분야 외에도 이 공정을 통해 제작된 톱날이 알루미늄 프로파일 가공 분야에서도 사용되고 있기 때문이다.
현재는 사용된 제조 방법에 관계없이 다이아몬드 톱날과 절단 프로파일의 품질을 효과적으로 보장할 수 있습니다.알루미늄 프로파일의 경우 첨단 제조 공정으로 인해 톱날의 절단 성능이 매우 뛰어납니다.
또한, 우수한 금속절단 특성으로 인해다이아몬드 톱날, 반복적으로 많이 접지될 수 있습니다.
평생 1~2회만 연마할 수 있는 일반 경질합금 톱날에 비해,다이아몬드 톱날일생 동안 6~8회 연마할 수 있습니다.기업의 경우 연삭 방식을 채택하면 많은 비용을 절감할 수 있습니다.
게시 시간: 2023년 12월 14일